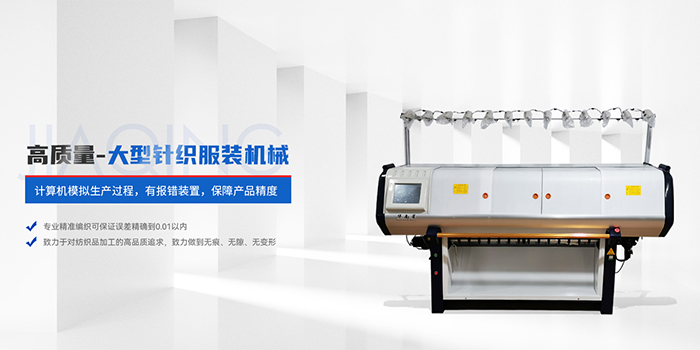
自动提花横机的技术参数
嘉庆机械专业生产服装附件的针织机械:扁带机、吓栏机、织领机、有规则提花机、翻针机等机器,以及机座、机板、大杆、天杆、山板、织针、电磁铁、电控等针织配件。自动提花横机具有自动六色换纱,自动调整织物密度,自动控制高低踵织针的编织、集圈与不编织、自动针床移位自动卷取牵拉、自动计件、粗结自停、断纱自停等功能。根据不同原料及不同编幅在编织时可任意调整速度。因自动提花横机的传动方式采用同步带往复运动方式,可根据所织织物的宽度对机头的往复行程进行调节。根据织针的排列不同,可相应编织方块、直条、竖条、双罗纹俗称(满天星)等有规则的提花织物,毛衫坯布及相应的其他织物等。自动提花横机技术参数公称宽度:106cm/42、132cm/52、172cm/68、203cm/80机号E:5、7、9、10、12、14、16织速:变频任意调速,量大1.5米/秒摇床:左右各3针电源:AC220V±8%50HZ马达:550W密度调节:步进马达1-99段微调织针类型:钢皮高踵织针、钢皮低踵织针、下段脚针外形尺寸(cm):106cm/42:185×80×185132cm/52:210×80×185机器净重:106cm/42:418kgs132cm/52:446kgs